
Thermal liquidation
ATERM
Non-catalytic regenerative thermal liquidation of gaseous contaminats.
Non-catalytic regenerative thermal liquidation of gaseous contaminats.
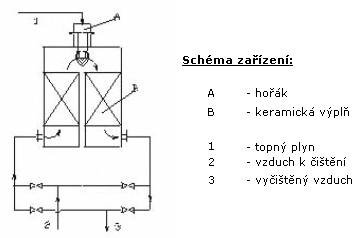
The main part of the plant consist in cylindrical reactor, in which the organic contaminants are liquidated in the non-catalytic thermal process. Various engeneering construction options of reactor are disigned in accordance with the required capacity. Reactor is divided into the two chambers, in them the heat recuperation and the thermal liquidation are alternated. The reactor is lined with internal insulation layer. Both above chambers are filled with ceramic packing. The air for pourification is first directed to the lower reactor’s part, throughout switching on the inlet fittings, and, after passing over both chambers, it is exhausted along with residual concentration level of organic impurities that is in compliance with emission standards. In the upper reactor’s part the temperature is automatically kept within 750-800 oC with a burner, powered with natural gas or LPG. The process heat between the pourified and contaminated air is recuperated by ceramic packing. This allows, together with quality of thermal insulation, to minimize reasonably the fuel gas consumption. Once the CxHy consentration is achived over 1.8 g/m3 in the contaminated air the whole process becomes autothermic.

| Volume of contaminated air | 1 000 - 12 000 m3/h |
| Volume of hydrocarbon - inlet | 0,2 - 3 g/m3 |
| Volume of hydrocarbon - outlet | less than 50 mg/m3 |
| Fuel gas consumption | according to CxHy |
| Unit lay-out | 5 x 8 m, heigh 4 m |
Reactor-output with change- flap valves available here
Non-cathalytic thermal decontaminator of outdors and trace amount of hydrocarbons from various food and chemical plant.
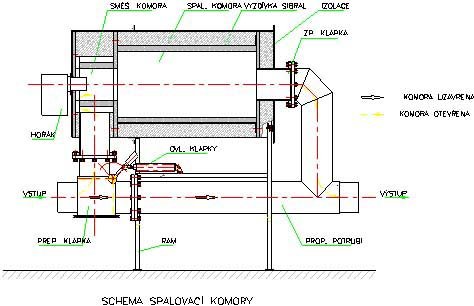
As whole, the equipment is composed of the proper incinerationchamber with a burner, change-over valve-flap, connecting pipe and frame. The swing-check is built-in betweenthe connecting pipe and incineration chamber. The latter includes the two parts as follows: the mixing and the proper incineration chambers. The gas burner is fitted into the mixing chamber. It receives, from its bottom part, product to be cleaned-up by burning. The cylindrical incineration chamber is installed after the mixing chamber. Bothchambers are thermallyinsulated with "SIBRAL" insulating performed blocks. The 10 cm thickness mineral wool felt layer provides for outside insulation. The change-over flap is fitted for controlling emissions flow into and beyond the thermal decontaminator. This flap is controlled with pneumatic cylinder by means of control device, which is located imediately at the emission source. There is a counter-weight on the upper part of control's lever for ensuring that the chamber is closed also when the pneumatic control device is out of operation. When in open position, the end-switch actuates the burner. Connecting pipe is fitted for exhausting the flue gases into the stack. The swing-check valve is mounted in between the connectingpipe and incineration chamber, this valve prevents the steam penetration into the chamber, when it is put out of operation.
Diagram of incineration chamber available here.
Vapor recovery plant of petrol vapors for fuel storage facilities and oil rafineries.
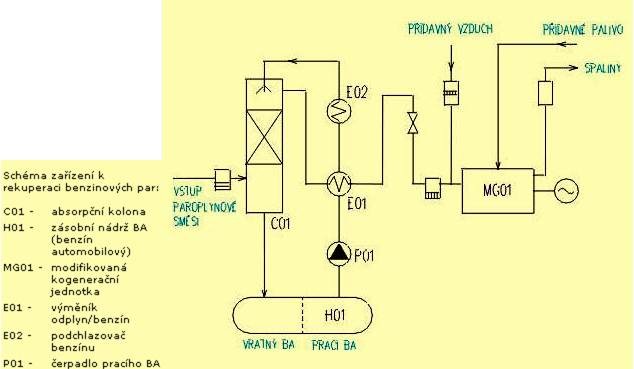
The present plant is designed for recovery of petrol fraction hydrocarbons, being operated based on the principle of absorption of vapors in washable petrol, which is subcooled down on -40 °C. This plant is equipped with pre-inserted ventilator fan including antiexplosive fittings autonomous back up tank of washable gasoline, and cooling units with environmental refrigerant (R 404). Vapours from recovery unit are lead on suction side of the ATEDOM cogenertaion units as a partially enriched combustion air. The dosing of supplementary fuel (BA Natural) is automatically regulated in accordance with the composition of exhausted gases and required power of the electric generator.

| Standard units capacity | 120 - 240 m3/h off-gases |
| Inlet content of CxHy/m3 | 0,5 - 1,0 kg CxHy/m3 |
| Hydrocarbons recovery efficiency | 90-94 % of entered contents |
| Emission of hydrocarbons | up to 150 mg/Nm3 |
| Installed electric output | according to capacity 30 - 60 kW |
| El. consumption at stable operation | balanced |
| Unit lay-out | built on surface 60 - 80 m2, and 7 m height |
Low-temperature vapor absorption into the subcooled solvent.
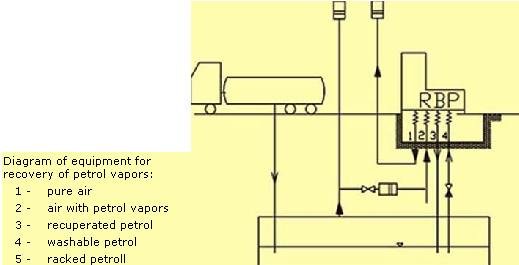
These are particularly suitable for racking of hydrocarbon-based fuels into in smaller volumes (petrol stations) or for chemical plants with small capacity and short term exhaust under a high concentration vapors of volatile substance. The present equipment is able to recovery of volatile substances that are exhausting into the atmosphere from various processes. Typical utilization of these units is in concentration hydrocarbons of 200 - 1000 g/m3 and in amount of the contaminated air up to 80 m3/h within the interrupted periods.
Contaminated air is cooled and washed out with subcooled liquid. Volatile substances are condensed up in the air and subsequently absorbed with cooled solvent at 95 % efficiency.
| Standard units capacity | up to 80 m3/h off-gases |
| Inlet content of CxHy | 0,2 - 1 kg CxHy/m3 |
| Hydrocarbons recovery efficiency | 95 % entered volume |
| Installed electric output | 7 kW |
| Unit lay-out | built on surface 1,6 x 1,1 m, and 4,5 m height |
Diagram of equipment for recovery of petrol vapors available here.

Condensation of black pitch exhaust gases largely composed of indane, acenaphtehe, phenanthrene and their substitute derivatives.
Technological plant includes two change-over units. Each of them comprises two condensative stages equipped with the independent refrigerating units. There are fully automatically controlled system for operating mode of these units working in three main cycles: COOLING UP, OPERATION, REGENERATION.
The plant is installed in the outside surroundings out off the explosion hazard zone.
{kind=link}
{kind=link}
{kind=link}
{kind=link}